







中圣装备制造公司承接的“福建漳州古雷炼化一体化项目百万吨级乙烯装置“折流杆高效换热器开车一次成功
近日,“古雷炼化一体化项目10/70万吨/年环氧乙烷/乙二醇装置”投料试车一次成功。其中,由中圣装备制造公司承接的该装置核心装备“折流杆高效换热器”开车一次成功,各项性能指标均达到设计要求。
“古雷炼化一体化项目10/70万吨/年环氧乙烷/乙二醇装置“由中国石化上海工程公司(SSEC)总承包。项目中的核心装备“折流杆高效换热器”通过公开招标方式进行投标,中圣装备制造公司依托自主研发高效传热技术的优势,加上过硬的装备制造能力,赢得此标。
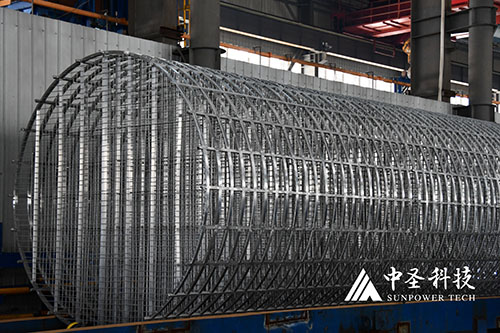
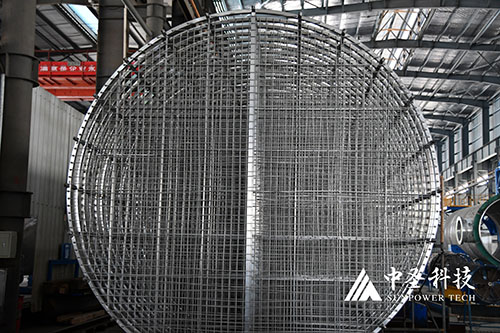
折流杆高效换热器具有消除壳程流动死区(减少污垢沉积及腐蚀)、消除诱导振动、延长换热器操作周期与使用寿命等特点。折流杆高效换热器制造难度较大,有别于传统折流板的配钻钻孔来控制管孔精度,支撑管子的座圈加工精度,尤其考验装备制造厂在精细化生产方面的能力。在该装备的实际制造过程中,相关各方相互支持、群策群力,使得设备的制造按照既定节点稳步推进。最终,保质保量地完成了制造任务,得到了相关方的一致好评。
2021年8月,中石化上海工程公司向中圣装备制造公司颁发了”优秀供应商“牌匾。作为高端装备制造领域的企业,我司将不负使命,不负期望,不断地向客户交出满意答卷,助力客户增产、节能、降耗!

古雷炼化一体化项目百万吨级乙烯装置于2019年6月30日破土动工,今年4月30日实现中间交接。目前是中国石化系统内单套规模最大的环氧乙烷/乙二醇装置,包括EO反应单元、EO精馏EG反应单元、EG精馏单元以及EO储运单元四个生产单元包括乙苯和苯乙烯两个生产单元,最终制得高纯度的聚合级苯乙烯,满足下游装置及园区企业产品供应需求。
高效传热技术作为中圣核心节能技术,通过采用强化传热元件和改进换热器结构,显著改善传热性能,从而使设备投资和运行费用达到最低。该类型高效换热器广泛应用于石油化工行业,可用于热电行业闭式循环冷却器的改造。